控制计划(CP):制造业质量管理的核心支柱
引言
在制造业质量管理领域,各种工具和方法层出不穷:PFMEA、DMAIC、APQP、SPC、MSA……它们各自独立,却又彼此关联。对于材料研发工程师、工艺工程师和质量管理者而言,如何将这些工具有机整合,形成闭环的质量管理体系,往往比掌握单一工具更难。
控制计划(Control Plan,简称 CP) 是贯穿产品生命周期质量管理的重要工具。它既是 PFMEA 分析结果的落地载体,也是生产过程质量稳定的保障机制。本文系统介绍控制计划的核心概念、与其它质量工具的关联,以及在制造业中的实际应用方法。
一、什么是控制计划(CP)
1.1 基本定义
控制计划是一份结构化文档,规定了生产过程中用于控制产品质量的检验点、监控方法、控制参数和异常反应策略。它回答三个核心问题:
- 要控制什么?(What) — 产品特性、过程参数
- 如何控制?(How) — 控制方法、检测手段
- 失控了怎么办?(Reaction) — 反应计划、处置流程
1.2 控制计划的历史背景
控制计划的概念源自美国汽车工业行动集团(AIAG)的 APQP(Advanced Product Quality Planning)体系。1994年,AIAG 正式发布 FMEA(第一版)和 CP 手册,将控制计划确立为汽车行业供应商质量管理的标准文件。
在 IATF 16949:2016 汽车行业质量管理体系中,控制计划是过程控制的核心文件,覆盖从原型样件到量产的全阶段。
1.3 控制计划的核心目的
| 目的 | 说明 |
|---|---|
| 风险可视化 | 将 PFMEA 分析的风险转化为具体的控制节点 |
| 职责明确化 | 明确谁来做、做什么、何时做、如何做 |
| 异常处置标准化 | 失控时有章可循,避免随机处置 |
| 持续改进依据 | 记录过程数据,为后续分析提供基础 |
二、控制计划的结构与要素
2.1 核心要素详解
一份完整的控制计划通常包含以下要素:
1 | ┌─────────────────────────────────────────────────────────┐ |
2.2 关键要素说明
特殊特性(Special Characteristics)
特殊特性分为两类:
- SC(Safety Critical):影响产品安全的特性失控可能引发安全事故
- FC(Functional Critical):影响产品功能的特性失控可能引发功能失效
在控制计划中,特殊特性须明确标注,并配置更高等级的控制手段。
控制方法分类
| 类型 | 目的 | 典型手段 |
|---|---|---|
| 预防型 | 阻止失效发生 | 防错(Poka-Yoke)、参数自动控制、标准化作业 |
| 检测型 | 发现已发生失效 | 全检、抽检、目检、量具测量 |
| 监测型 | 监控过程稳定性 | SPC 监控、过程参数趋势分析 |
优先原则:预防型 > 检测型 > 监测型。 任何时候都应优先考虑阻止问题发生,而非仅依赖发现问题。
反应计划(Reaction Plan)
反应计划是控制计划中最容易被忽视、却最为关键的要素。它规定当控制指标超出限值时的即时处置流程:
- 立即停止生产(必要时)
- 隔离可疑批次
- 通知质量/工程人员
- 根本原因分析(8D / 5 Why)
- 纠正措施实施
- 效果验证后再恢复生产
三、控制计划与其它质量工具的关系
这是理解 CP 的关键所在。控制计划不是一个孤立的工具——它是整个质量管理体系的枢纽,承接上游分析,驱动下游执行。
3.1 CP 与 PFMEA:承接关系
1 | PFMEA(分析层) |
常见问题: PFMEA 分析完成后,控制计划未同步更新;PFMEA 高 RPN 项在 CP 中无对应拦截点。
正确做法: 每一条 PFMEA 中的高风险失效模式,都应在控制计划中有明确的控制节点和反应计划。
3.2 CP 与 APQP:阶段对应关系
APQP(先进产品质量规划)分为五个阶段,控制计划覆盖其中多个阶段:
| APQP 阶段 | CP 要求 |
|---|---|
| 1. 策划与定义 | 初期 CP(样件阶段) |
| 2. 产品设计与开发 | 原型样件 CP |
| 3. 过程设计与开发 | 预生产 CP(试产阶段) |
| 4. 产品与过程确认 | 生产 CP(量产阶段) |
| 5. 反馈、评定与纠正措施 | CP 定期评审与更新 |
3.3 CP 与 SPC:监控与控制关系
SPC(统计过程控制)是控制计划中控制方法的实现手段之一:
- 控制计划 规定:哪些参数需要监控、控制限是多少、异常时如何反应
- SPC 系统 执行:实时数据采集、趋势图绘制、超限报警
两者配合实现”事前预防”与”过程稳定”的双重目标。
1 | 控制计划(规则层) |
3.4 CP 与 MSA:测量系统保障
MSA(测量系统分析)确保控制计划中使用的检测设备具备足够的测量能力:
- 控制计划 规定:用什么设备检测、精度要求多少
- MSA 分析 验证:设备的重复性、再现性、线性、稳定性是否满足要求
前提: 只有经过 MSA 验证合格的测量系统,才能在控制计划中使用。否则,控制计划中的检测数据本身不可靠,整个控制体系失效。
3.5 CP 与 IATF 16949:体系整合
在 IATF 16949:2016 标准中,控制计划是核心要求之一:
- 第 8.5.1.1 条: 组织应制定控制计划,涵盖所有过程作业
- 第 10.2 条: 发生不合格时,应评审控制计划的有效性
- 客户特殊要求: 各大汽车OEM(丰田、福特、大众等)均有各自的 CP 模板和填写规范
四、控制计划在制造业中的应用流程
4.1 编制阶段:PFMEA 驱动
Step 1:完成 PFMEA 分析
- 识别所有潜在失效模式
- 评估 S/O/D,计算 RPN
- 制定初步纠正措施建议
Step 2:筛选高风险项
- RPN ≥ 100:必须建立控制节点
- RPN 40-99:评估后决定
- RPN < 40:监控或维持现状
Step 3:设计控制节点
- 确定控制项目(特性/参数)
- 选择控制方法(预防型优先)
- 设定控制限与控制频率
- 编制反应计划
Step 4:跨部门评审
- 工程、质量、生产、供应链共同评审
- 确保可执行性与完整性
- 客户批准(如要求)
4.2 执行阶段:落地与监控
日常执行要点:
- 按控制计划规定的频率执行检查
- 及时记录数据,避免事后补录
- 发现异常立即触发反应计划
- 不合格品隔离,禁止未经授权的让步使用
常见执行问题:
| 问题 | 后果 |
|---|---|
| 控制计划与实际作业脱节 | 执行层无法遵守 |
| 反应计划不明确 | 异常处置随机化 |
| 控制频率过低 | 问题发现滞后 |
| 缺少防错装置 | 依赖人工检测,可靠性低 |
4.3 评审阶段:持续改进
控制计划不是一次性文档,而是动态更新的 living document。
触发评审的条件:
- 过程发生重大变更(工艺、设备、材料)
- 客户投诉或现场失效
- 质量目标持续未达成
- 定期评审(通常每季度或每半年)
评审内容:
- 现有控制手段是否仍然有效
- SPC 数据是否显示过程能力下降
- 反应计划是否需要更新
- 是否存在新的风险项未纳入
五、控制计划实战模板
以下为典型的控制计划表格结构(基于 AIAG CP 手册):
1 | 控制计划表 |
六、总结:CP 在质量管理体系中的定位
1 | ┌──────────────────┐ |
核心结论:
- 控制计划是质量管理体系中的”执行枢纽”,而非孤立文件
- 它的价值在于将 PFMEA 的分析结果转化为可执行的控制行为
- 与 SPC、MSA、SOP 等工具协同运作,共同支撑产品质量稳定
- 需要动态维护,反映过程实际变化
掌握控制计划的编制与维护,是材料工程师和工艺工程师走向质量管理岗位的必备能力。
AI 总结 (Qwen API)
生成时间: 2026-03-29 22:24:49
深度总结:
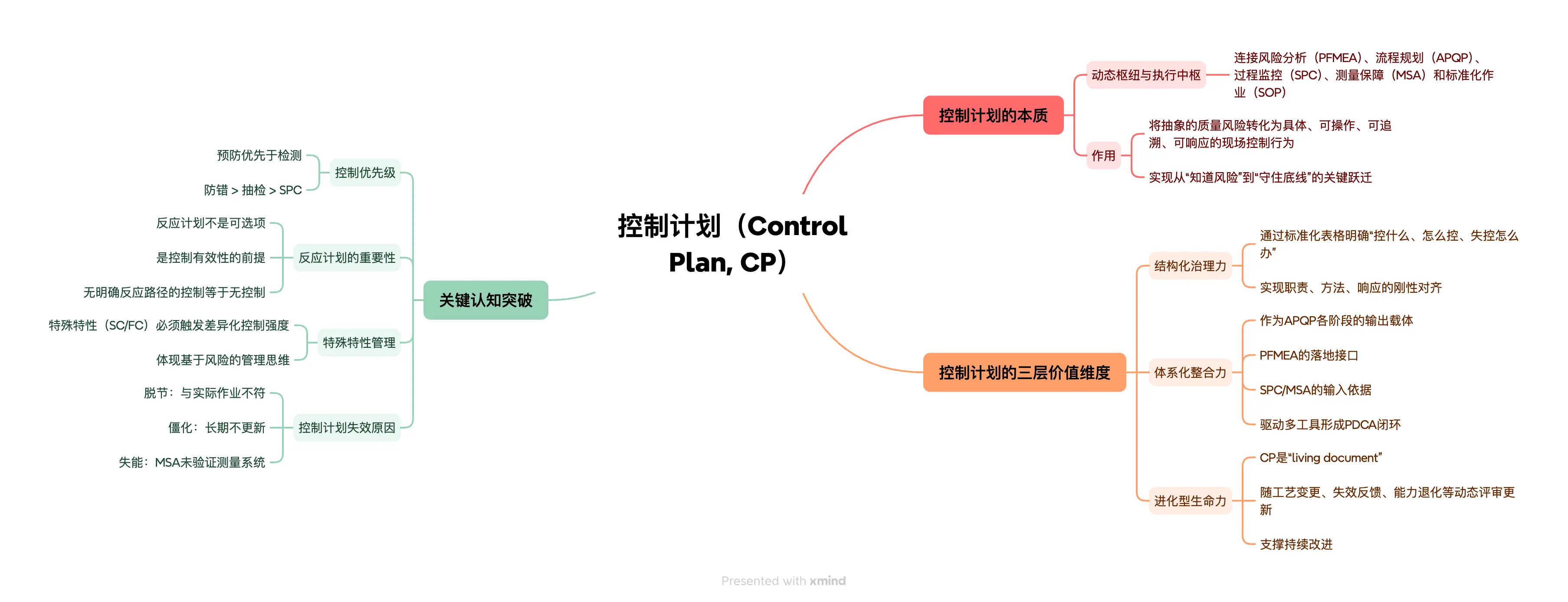
本文系统阐述了控制计划(Control Plan, CP) 在制造业质量管理体系中的核心地位与实践逻辑。CP 并非静态文档,而是连接风险分析(PFMEA)、流程规划(APQP)、过程监控(SPC)、测量保障(MSA)和标准化作业(SOP)的动态枢纽与执行中枢。其本质是将抽象的质量风险转化为具体、可操作、可追溯、可响应的现场控制行为,实现从“知道风险”到“守住底线”的关键跃迁。
文章深刻揭示了 CP 的三层价值维度:
🔹 结构化治理力——通过标准化表格明确“控什么、怎么控、失控怎么办”,实现职责、方法、响应的刚性对齐;
🔹 体系化整合力——作为 APQP 各阶段的输出载体、PFMEA 的落地接口、SPC/MSA 的输入依据,驱动多工具形成PDCA闭环;
🔹 进化型生命力——强调 CP 是“living document”,须随工艺变更、失效反馈、能力退化等动态评审更新,支撑持续改进。
尤为关键的是,文中突破常见认知误区,强调:
✅ 控制的优先级不是检测,而是预防(防错 > 抽检 > SPC);
✅ 反应计划不是可选项,而是控制有效性的前提——无明确反应路径的控制等于无控制;
✅ 特殊特性(SC/FC)必须触发差异化控制强度,体现基于风险的管理思维;
✅ CP 的失效往往不在编制,而在脱节(与实际作业不符)、僵化(长期不更新)、或失能(MSA未验证测量系统)。
因此,掌握 CP 不仅是填写一张表格的能力,更是工程师构建过程稳健性、贯通质量语言、推动跨职能协同的核心专业素养。
核心关键词标签(3–5个):
#控制计划 #PFMEA落地 #过程控制枢纽 #特殊特性 #动态质量文档