高分子加工工艺对比与选型参考
1. 高分子加工理论基础与流变学特性
高分子加工并非单纯的物理形状改变,而是涉及复杂的能量传递、相态演变及分子链构象调整的过程。流变学控制是工艺参数优化的核心,是确保制品质量的先决条件。
1.1 成型阶段综述与热物理限制
高分子加工分为三个核心阶段:
- 基础阶段(准备工序): 涵盖粒料输送、熔融、增压泵送及物料混合。通过添加助剂(塑料)或配合剂(橡胶),构建复杂的多组分体系。
- 成型阶段: 利用黏流态流动性,通过模具或辊筒赋予形状,是成型的关键枢纽。
- 后处理阶段: 包括退火、结构化、修饰(着色/电镀)等工序。
关键物理约束: 高分子的热传导率极低。例如,聚丙烯(PP)的热扩散系数仅为 $8 \times 10^{-4} \text{ cm}^2/\text{s}$,而钢材高达 $950 \times 10^{-4} \text{ cm}^2/\text{s}$。这种量级上的差异决定了加热与冷却过程是整个加工周期的瓶颈,必须协调外热(加热器热传导)与内热(剪切摩擦热)的比例,以避免局部过热降解。
1.2 流变学关键参数与流动行为
- 流动类型: 绝大多数熔体呈现假塑性非牛顿流体特征。加工中涉及剪切流动(速度梯度方向与流动方向垂直)及拉伸流动(方向一致)。其中,双轴拉伸黏度约为剪切黏度的 6 倍,常用于吹塑和拉伸膜工艺。
- 雷诺数($R_e$)判定: 聚合物熔体黏度极高,加工状态下 $R_e \ll 1$(远小于层流界限值 2100),流动表现为典型的层流流动。
- 弹性记忆效应(挤出物胀大): 熔体在通过口模时产生弹性形变,解除约束后分子链自发恢复蜷曲状态,导致制品断面尺寸增大。
- 不稳定流动与加工极限: 当剪切速率超过临界值,会出现表面畸变,其特征形式包括:波纹(Wave)、鳖鱼皮(Sharkskin)、结节(Nodules)及螺旋皱纹(Spiral distortion),最终导致熔体破裂。
1.3 结晶控制与物理性能调节
结晶聚合物的性能高度依赖于加工热历史:
- 冷却速度: 缓慢冷却形成大球晶,制品强度高但易脆裂;快速冷却(骤冷)可诱导细小球晶,提升韧度与透明性。
- 应力诱导结晶: 挤出、注射中的剪切应力能显著加快结晶速度并提高结晶度,增加制品的硬度与气密性。
2. 核心加工工艺原理与特点详述
2.1. 挤出成型 (Extrusion Molding)
挤出成型是塑料加工中产量居首位、应用最广的方法,主要用于热塑性塑料。
工艺原理:将塑料在挤出机料筒内加热熔融,利用螺杆旋转加压,迫使物料通过具有一定截面形状的口模,经冷却定型后成为连续制品。螺杆在机筒内通过加料段(输送)、压缩段(压实熔融)及均化段(定量定压),将物料连续挤出口模。
核心设备数据:
- 螺杆直径标准系列: 30, 45, 65, 90, 120, 150, 200 mm。
- 长径比(L/D): 15~30。
- 标准转速系列: 30mm 规格为 20-120 r/min;200mm 规格则降至 5-30 r/min。
- 加热方式: 采用电阻加热或感应加热。
系统组成: 遵循 机头(Die) $\to$ 定型(Sizing) $\to$ 冷却(Cooling) $\to$ 牵引(Haul-off) $\to$ 切割(Cutting) 的严格工艺序列。其最大优势在于生产的高度连续性。
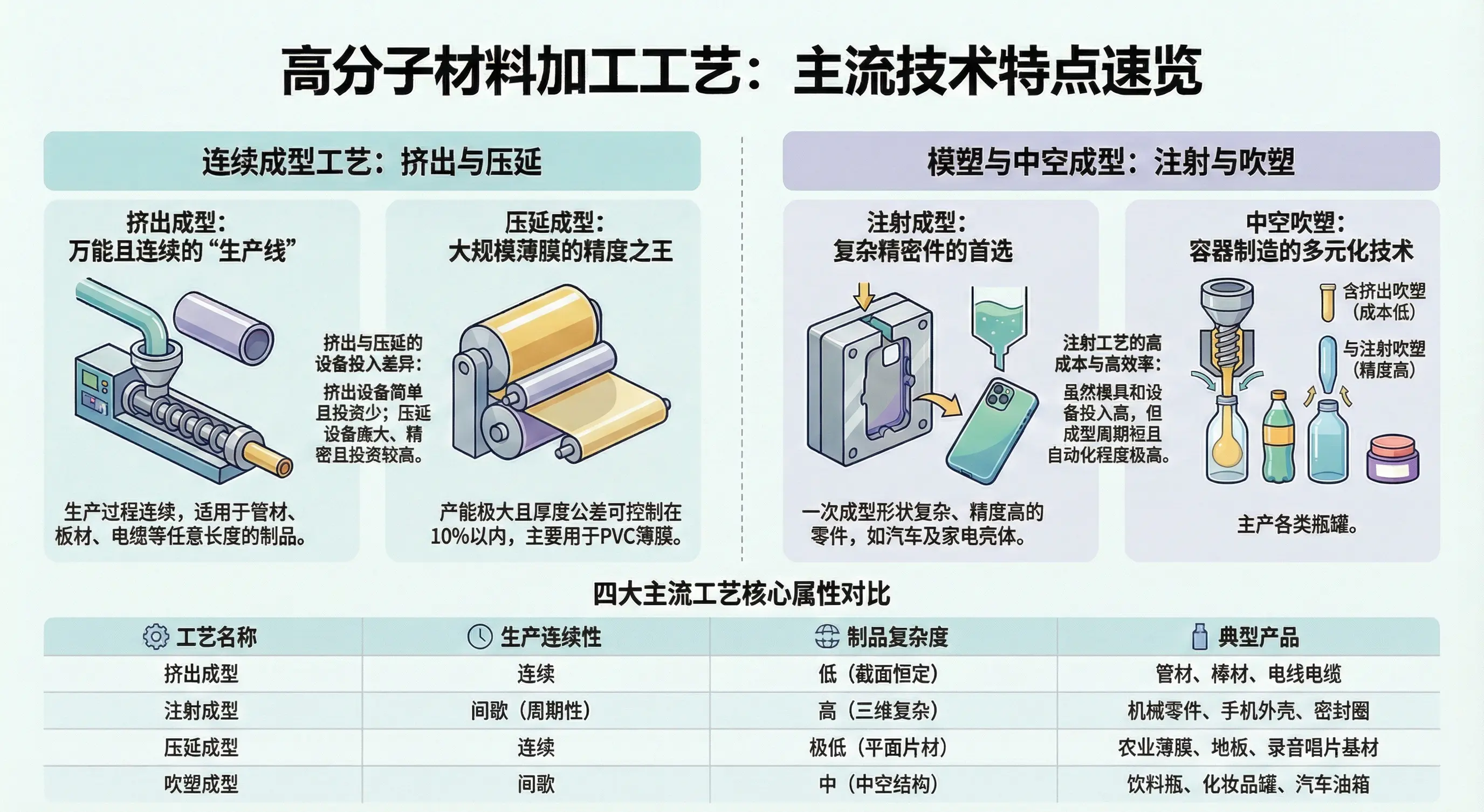
特点与应用:生产过程连续、生产效率高、设备成本低、应用范围广。可生产管材、板材、薄膜、单丝、电线电缆及异型材等。双螺杆挤出还被广泛用于粉料的混炼造粒及共混改性。
研发新趋势:将聚合改性与加工联合的反应挤出工艺、提升力学性能的固态挤出工艺,以及制造多功能复合制品的共挤出工艺(如软硬共挤、多层吹塑膜等)。
2.2. 注射成型 (Injection Molding)
工程塑料中有80%采用注塑成型,它不仅大量替代金属和非金属制品,更应用于汽车、机械、航空等尖端领域。
- 工艺原理:将固体聚合物在料筒中熔融塑化后,在极高的压力和速度下,通过喷嘴注入温度较低的闭合模具型腔中,经过保压和冷却固化,开模顶出制品。
- 特点与应用:成型周期短,能一次性成型形状复杂、尺寸精度高、带有嵌件的三维制品。除了热塑性塑料,也可用于热固性塑料(如酚醛塑料)和橡胶的成型。
- 研发新趋势:为满足当代高端产业需求,发展了结构发泡注射、气体辅助注射、反应注射成型及微孔注射成型等新技术。
2.3. 模压成型 (Compression Molding)
模压成型是历史最悠久的工艺,主要用于热固性塑料(如酚醛、氨基、环氧树脂等),也可用于流动性极差的热塑性塑料(如聚四氟乙烯 PTFE)。
- 工艺原理:将松散的塑料原料加入加热的模具型腔中,闭模加压,塑料在热和压力的作用下熔融流动充满型腔,并发生化学交联反应固化定型。
- 特点与应用:由于压力损失小,适合成型大型、扁平或流动性差的制品;制品收缩率小、变形小、内应力小。缺点是成型周期长、常有飞边、较难实现全自动化。
2.4. 压延成型 (Calendering)
压延成型是生产大体积、高质量薄膜和片材的专用工艺,主要用于聚氯乙烯(PVC)。
- 工艺原理:将塑化好的接近黏流温度的塑料,通过一系列相向旋转的水平辊筒间隙,使物料承受挤压和延展作用,成为规定厚度和宽度的连续片状制品。
- 特点与应用:生产速度极快(线速度可达100m/min甚至300m/min),加工能力大;制品厚薄均匀、表面平整光洁。缺点是设备体积庞大,一次性投资高,且制品宽度受辊筒长度限制。
2.5. 橡胶特种成型工艺
由于橡胶属于完全无定形聚合物,加工工艺与其他聚合物区别较大。橡胶成型不仅包含挤出、压延或注射,其核心历程必须包括以下阶段:
- 塑炼与混炼:降低生胶分子量增加塑性,并在强烈机械剪切下加入补强剂(如炭黑)、硫化体系和防老剂等配合剂混合均匀。
- 硫化 (Vulcanization):成型后(或在模内)必须经历硫化阶段。在加热加压条件下,使橡胶由线型大分子发生化学交联,转变为三维网状结构,从而由塑性状态转变为真正具有实用价值的高弹性状态。
2.6. 其他重要成型工艺
- 中空吹塑成型:借助于气体压力将热熔状态的型坯吹胀,形成空心制品。分为挤出吹塑(适宜大批量,有废边)和注射吹塑(适宜高精度无飞边容器,通常小于4L)。新技术如拉伸吹塑(双向拉伸提高PET等强度和透明度)应用广泛。
- 泡沫塑料成型:在塑料中引入气体(通过物理发泡法、化学发泡法或机械发泡法)产生微孔并固定的复合材料。近年来微孔泡沫塑料技术(泡孔直径1~10μm)备受关注,它不仅不降低材料强度,反而能钝化裂纹尖端,使材料冲击强度提升2~3倍,韧度提升5倍。
3. 六大工艺系统性交叉对比分析
| 对比维度 | 挤出成型 | 注射成型 | 模压成型 | 压延成型 | 吹塑成型 | 橡胶成型 |
|---|---|---|---|---|---|---|
| 生产连续性 | 连续 | 间歇 | 间歇 | 连续 | 间歇(二次成型) | 间歇或半连续 |
| 适用材料 | 热塑性为主 | 热塑/热固性 | 热固性/纤维增强 | 极性热塑性(PVC) | 热塑性 | 弹性体 |
| 制品形状特征 | 恒定截面长条状 | 复杂三维形状 | 大尺寸/壁厚均匀零件 | 大面积薄片/膜 | 中空结构 | 复杂弹性零件 |
| 模具设备成本 | 中等 | 高(模具复杂) | 较低 | 极高(精密辊筒) | 中等 | 中等 |
| 转变性质 | 物理(熔融-定型) | 物理或化学 | 化学(交联固化) | 物理(压延) | 物理(二次成型) | 化学(体型网状) |
高分子材料加工设备与工艺参数汇总表
| 加工方法 | 涉及材料 | 主要设备 | 关键工艺参数 | 产品类型 | 技术特点/优点 |
|---|---|---|---|---|---|
| 挤出成型 | 聚氯乙烯(PVC)、聚乙烯(PE)、聚丙烯(PP)、聚苯乙烯(PS)、聚酰胺(PA)、ABS、聚碳酸酯(PC) | 单螺杆挤出机、双螺杆挤出机、挤出机组(包括主机、辅机、控制系统) | 温度(料筒、机头、口模)、压力、挤出速率、螺杆转速、长径比( $L/D$ ) | 管材、棒材、板材、薄膜、单丝、电线电缆、异型材 | 生产过程连续、生产效率高、成本低、设备简单、应用范围广 |
| 注射成型 | 聚烯烃(PE、PP)、苯乙烯类(PS、AS、ABS)、聚酰胺(PA)、聚碳酸酯(PC)、热固性塑料(酚醛树脂)、橡胶 | 卧式注射机、立式注射机、角式注射机、多模转盘式注射机 | 料温、模具温度、注射压力、注射时间(保压、冷却时间)、注射速度、塑化能力 | 形状复杂的制品、尺寸精度高的零件、工程结构件、密封圈 | 成型周期短、能一次成型复杂形状、尺寸精度高、易于自动化、生产效率高 |
| 模压成型 | 热固性塑料(酚醛、氨基塑料、聚酯、环氧树脂)、聚四氟乙烯(PTFE)、增强塑料 | 上压式液压机、下压式液压机、压缩模(溢式、不溢式、半溢式) | 模压压力、模压温度、模压时间、预热温度 | 扁平盘状、碟状制品、耐热制品、大型制品、特种工业零件 | 压力损失小、适用于流动性差的塑料、塑件收缩率小、设备及模具简单、无浇口废料 |
| 压延成型 | 聚氯乙烯(PVC)、聚乙烯(PE)、ABS、聚乙烯醇(PVA) | 三辊/四辊/五辊压延机(I型、L型、S型排列)、压延联动装置 | 辊筒温度、辊筒线速度、速比、辊距、存料量 | 薄膜(厚度 $<0.25$ mm)、片材(厚度 $0.25 \sim 2$ mm)、人造革、地板、农业薄膜 | 成型速度快、生产能力大、产品厚度尺寸精确、表面平整质量好 |
| 中空吹塑 | 聚乙烯(PE)、聚氯乙烯(PVC)、聚丙烯(PP)、PET、聚碳酸酯(PC)、聚酰胺(PA) | 挤出吹塑机、注射吹塑机、吹塑模具、储料缸式机头 | 型坯温度、吹气压力( $0.2 \sim 1$ MPa)、吹胀比( $2 \sim 4$ )、鼓气速率、冷却时间 | 各种塑料瓶、化工容器、油箱、玩具、汽车零部件 | 可制造空心制品、壁厚可控(利用程序控制)、可生产多层复合制品 |
| 橡胶混炼/硫化 | 天然橡胶、丁苯橡胶、顺丁橡胶、丁腈橡胶、氯丁橡胶、再生胶 | 开炼机、密炼机、硫化罐、平板硫化机、个体定型硫化机 | 硫化温度、硫化压力、硫化时间、门尼黏度、焦烧时间、辊温、转子转速 | 轮胎、胶管、胶带、密封件、电缆外套、鞋类 | 提高橡胶弹性及力学性能、使橡胶由塑性转变为高弹性、耐老化性能提升 |
4. 制造业研发人员工艺选型指南
4.1 选型逻辑模型
在产品研发阶段,必须按以下优先级进行工艺匹配:
- 几何特征判定:
- 若制品为管材、型材等恒定截面结构,首选挤出。
- 若涉及瓶、罐等中空结构,锁定吹塑。
- 复杂精密零件首选注塑。
- 流变学指标匹配:
- 熔体强度(Melt Strength)要求: 挤出与吹塑工艺要求材料具备高黏度(低 MFI),以防止型坯下垂(Sagging)。
- 高流动性要求: 注塑成型需选用高 MFI 牌号,以确保充模完整性。
- 经济规模与材料匹配:
- 大批量生产选注塑/挤出;小批量、大型热固性或纤维增强件选模压。
4.2 加工缺陷预防与调节建议
- 消除冻结应力: 针对厚壁或高应力制品,必须进行退火(Annealing)处理。该工艺不仅能通过缓慢降解应力防止后期开裂,还能使内部结晶趋于完善,稳定尺寸。
- 胀大现象补偿: 针对挤出物胀大,应通过优化口模入口收敛角、增加口模平直段长度或调整牵引比进行抵消。
- 不稳定流动治理: 若出现“橘子皮”或“鳖鱼皮”缺陷,应立即降低剪切速率、提升口模温度或使用流动改性剂。
5. 总结:高分子加工技术的未来趋势
当前,高分子加工已从单一的“赋形”向“高性能化、精细化、复合化”演进。作为制造业研发工程师,必须意识到工艺选型是实现材料功能化目标的核心枢纽。深入理解聚合物流变学特性,并在模具设计中严格参考螺杆转速、压力波动及热传导限制等工程数据,是推动行业向智能化生产迈进的基础。
AI 总结 (Qwen API)
生成时间: 2026-02-22 11:47:13
该文档是一份系统性、工程导向的高分子加工工艺技术指南,兼具理论深度与实践指导价值。以下为其深度总结及核心关键词提取:
🔍 深度总结
本文以流变学控制为理论主线,贯穿高分子加工全过程,突破了“加工=简单塑形”的传统认知,强调其本质是多场耦合(热–力–流–化)下的分子尺度结构调控过程。全文构建了“基础原理 → 工艺解析 → 系统对比 → 选型决策 → 缺陷治理 → 未来演进”的完整知识闭环,体现出鲜明的工程系统思维。
理论层面:突出三大物理约束——低热导率导致传热瓶颈、假塑性非牛顿流变主导流动行为、结晶/交联动力学决定最终性能;尤其强调弹性记忆(挤出胀大)、不稳定流动(鲨鱼皮等)等典型现象的机理溯源,将宏观缺陷与微观分子链响应直接关联。
工艺层面:对六大主流工艺(挤出、注塑、模压、压延、吹塑、橡胶成型)进行了维度清晰的横向对比,不仅涵盖设备参数(如L/D比、辊速、吹胀比),更深入到转变性质差异(纯物理形变 vs 化学交联固化)、材料适配逻辑(热塑性/热固性/弹性体)、生产范式特征(连续/间歇/半连续),形成可操作的工艺指纹图谱。
应用层面:提出结构化选型模型——以几何特征为第一判据(恒截面→挤出;中空→吹塑;复杂三维→注塑),辅以流变指标(MFI、熔体强度)匹配和经济性权衡,实现从“经验试错”向“理性预判”跃迁;同步给出典型缺陷(胀大、鲨鱼皮、冻结应力)的根因分析与工程化对策,凸显故障诊断能力。
趋势层面:指出技术演进已超越基础成型,迈向功能集成化(反应挤出、共挤出)、结构精密化(微孔发泡、微注射)、过程智能化(热-力耦合建模、工艺参数数字孪生),本质是材料、工艺、装备三者的协同进化。
🏷️ 核心关键词(标签)
#流变学控制
#工艺选型
#高分子材料
#熔体弹性行为
#结晶动力学调控