铝合金阳极氧化工艺详解
一、什么是阳极氧化?
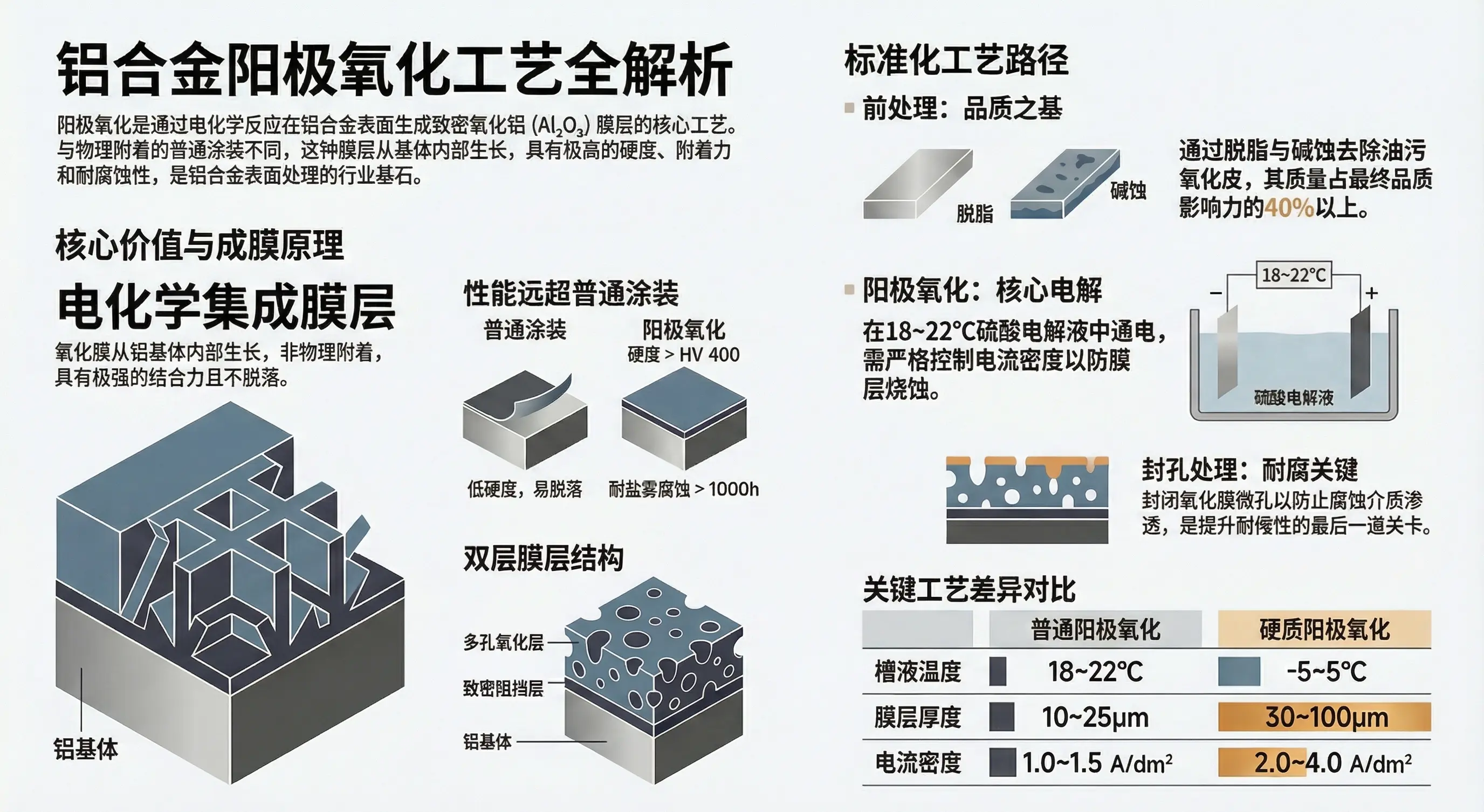
阳极氧化(Anodizing) 是铝合金最重要的表面处理工艺之一。通过电解氧化,在铝材表面生成一层致密的氧化铝(Al₂O₃)薄膜,显著提升铝合金的耐腐蚀性、耐磨性、装饰性和功能性。
与普通涂装的本质区别:
| 对比项 | 阳极氧化 | 普通涂装 |
|---|---|---|
| 膜层生成方式 | 电化学反应(与基体结合) | 物理附着(涂层在表面) |
| 膜层厚度 | 5~25μm | 30~100μm |
| 耐腐蚀性 | 优异(盐雾可达1000h以上) | 一般(取决于涂料质量) |
| 硬度 | 可达HV 400以上 | 一般HV 100~200 |
| 环保性 | 废水处理较复杂 | VOC排放问题 |
| 适用材质 | 铝合金为主 | 任意材质 |
阳极氧化的核心价值: 这层氧化膜是从铝基体内部”长”出来的,不是简单涂上去的,所以它不会剥落、附着力极强、耐磨耐刮。
二、工艺流程详解
2.1 完整工艺流程
1 | 上料 → 前处理 → 阳极氧化 → 着色(可选) → 封孔 → 干燥 → 检验 |
2.2 各工序详解
① 上料
- 使用铝制或钛质挂具(导电良好、耐氧化)
- 工件之间保持适当间距(≥15mm),确保电流均匀分布
- 挂件接触点需牢固,电阻要小
② 前处理(关键基础)
目的: 去除铝材表面油污、氧化皮,自然氧化膜,获得清洁活化表面。
| 工序 | 目的 | 典型参数 |
|---|---|---|
| 有机溶剂除油 | 去除重油污、切削液 | 超声波+酒精/丙酮 |
| 碱性脱脂 | 去除动植物油脂 | NaOH 5~15g/L, 50~60°C, 5~10min |
| 水洗(两道) | 去除残留碱液 | 常温去离子水 |
| 碱蚀 | 去除氧化皮、整形表面 | NaOH 40~60g/L, 50~60°C, 3~8min |
| 水洗 | 中和残留碱液 | 常温去离子水 |
| 中和/出光 | 去除碱蚀残渣,露出均匀基体 | HNO₃ 100~200g/L 或 H₂SO₄ 100~150g/L, 室温, 30s~2min |
| 水洗 | 彻底清洗 | 常温去离子水 |
注意: 前处理是阳极氧化质量的基础。表面油污会导致氧化膜局部缺失(发白);碱蚀过度会使表面粗糙、光泽下降。
③ 阳极氧化(核心工序)
原理: 以铝合金为阳极,石墨或铅为阴极,在硫酸电解液中通电,阳极表面发生氧化反应生成Al₂O₃氧化膜。
化学反应:
1 | 阳极:2Al + 3H₂O → Al₂O₃ + 6H⁺ + 6e⁻ |
工艺参数:
| 参数 | 典型值 | 影响说明 |
|---|---|---|
| 电解液 | 硫酸 150~200 g/L | 浓度越高,膜层生长越快,但粗糙度增加 |
| 温度 | 18~22°C(硬质氧化可低至0°C) | 温度越高,膜层软化、溶解加快、透明度下降 |
| 电流密度 | 1.0~1.5 A/dm²(普通) 2.0~4.0 A/dm²(硬质) |
电流越大,氧化膜生长越快,但可能导致烧蚀 |
| 电压 | 15~25V(直流) 硬质氧化可达60~100V |
电压升高,膜层增厚,但过高会击穿膜层 |
| 时间 | 20~60min | 时间越长,膜层越厚(但有极限) |
| 搅拌 | 压缩空气或泵循环 | 强制散热,防止局部过热 |
| 冷却 | 钛管冷却+冷冻机 | 维持槽液温度稳定 |
氧化膜生长过程:
氧化膜的生长与溶解是同时进行的动态过程:
- 通电初期:铝表面迅速生成一层致密阻挡层(Barrier Layer),约0.01~0.05μm
- 阻挡层外侧:在硫酸作用下开始多孔化,形成多孔层(Porous Layer)
- 多孔层外侧:孔壁在电解液中持续溶解,氧化膜不断向外推移
最终膜层结构:致密阻挡层(底层)+ 多孔氧化层(外层) 的双层结构。
④ 着色(可选)
氧化膜本身是透明的,通过着色可以获得丰富色彩:
| 着色方法 | 原理 | 颜色范围 | 耐候性 |
|---|---|---|---|
| 电解着色 | 金属盐在氧化膜孔隙中电沉积 | 青铜/古铜/黑色/香槟金等 | ★★★★★ 优异 |
| 染色(有机) | 染料分子吸附进入多孔层 | 红、黄、蓝、绿等任意色 | ★★ 一般 |
| 染色(无机) | 金属盐沉淀在孔隙中 | 黄、橙、棕等 | ★★★ 良好 |
| 自然着色 | 特殊合金成分+特殊电解条件 | 灰、银灰、香槟色 | ★★★★★ 优异 |
最常用的是电解着色(电解着色法): 以硫酸镍、硫酸亚锡、钴盐等为着色剂,通过交流或直流电在氧化膜孔隙中沉积金属,呈现出沉稳自然的金属色彩,耐候性极佳。
⑤ 封孔(Salt Spray Resistance)
目的: 封闭氧化膜多孔层的微孔,防止腐蚀介质渗透进入基体,大幅提升耐盐雾腐蚀性能。
| 封孔方法 | 原理 | 优点 | 缺点 |
|---|---|---|---|
| 沸水封孔 | 高温下水合反应,Al₂O₃→Al₂O₃·H₂O,体积膨胀堵塞微孔 | 简单、无Ni含量(环保) | 能耗高、温度难控、膜层软化 |
| 冷封孔 | NiF₂水解生成Ni(OH)₂沉淀封孔 | 室温、节能、快速 | 含F、对环保要求高 |
| 中温封孔 | 醋酸镍体系,80~90°C | 综合性能好,目前最主流 | 需加热 |
| 硅烷封孔 | 有机硅烷在孔内交联成膜 | 环保、耐腐蚀 | 成本较高 |
行业趋势: 由于环保压力,传统含Ni/Cr的封孔体系受限,水性/无镍封孔技术正在成为行业方向。
⑥ 干燥
- 温度:60~80°C,时间:15~30min
- 目的:彻底去除工件表面及微孔中的水分
- 干燥不充分会导致封孔后工件表面发霉(腐蚀点)
- 常用烘箱干燥,热风循环
⑦ 检验
| 检验项目 | 方法标准 | 合格判定 |
|---|---|---|
| 外观 | 目视检查(颜色均匀性、光泽、有无缺陷) | 无明显色差、无烧蚀、无花斑 |
| 膜厚 | GB/T 4957 涡流测厚仪 | 符合设计要求(通常≥9μm) |
| 封孔质量 | GB/T 8753.1 染色斑点法 | ≤2mg/dm² |
| 耐腐蚀性 | 中性盐雾试验(GB/T 10125) | 168h~1000h(视等级要求) |
| 耐磨性 | Taber磨耗仪 | 磨耗指数符合要求 |
三、槽液配方与参数
3.1 硫酸阳极氧化(最常用)
| 成分/参数 | 典型值 |
|---|---|
| 硫酸(H₂SO₄) | 150~200 g/L |
| 温度 | 18~22°C |
| 电流密度 | 1.0~1.5 A/dm² |
| 电压 | 15~22V(直流) |
| 时间 | 30~60min |
| 膜厚 | 10~15μm(装饰级)/ 20~25μm(建筑级) |
| 搅拌 | 压缩空气强制搅拌 |
| 冷却 | 冷冻机冷却至设定温度 |
3.2 硬质阳极氧化(Hard Anodizing)
适用于对耐磨性、硬度要求极高的场合(如航空航天、军工、机械零部件)。
| 成分/参数 | 典型值 |
|---|---|
| 硫酸(H₂SO₄) | 150~200 g/L(可加入有机酸改善膜层性能) |
| 温度 | -5~5°C(低温) |
| 电流密度 | 2.0~4.0 A/dm² |
| 电压 | 40~80V |
| 时间 | 60~120min |
| 膜厚 | 30~100μm |
| 特性 | 硬度HV 400~500,耐磨性极佳,绝缘性好 |
3.3 硫酸阳极氧化槽液维护要点
| 维护项目 | 检测频率 | 控制范围 | 调整方法 |
|---|---|---|---|
| 硫酸浓度 | 每周1次 | 150~200 g/L | 分析滴定,补加硫酸 |
| 铝离子含量 | 每周1次 | ≤20 g/L | 部分排放,更换新液 |
| 温度 | 连续监控 | 18~22°C | 开启/关闭冷冻机 |
| 颜色/透明度 | 每班次 | 清澈透明 | 过滤+更换部分槽液 |
| pH值 | 每天 | <1.5 | 通常无需调整(硫酸体系) |
铝离子积累是槽液老化的主要标志: 铝离子过高会增大氧化膜的溶解速度,降低膜层质量。通常铝离子超过20g/L时建议部分换槽。
四、常见质量缺陷与对策
| 缺陷名称 | 现象描述 | 产生原因 | 对策措施 |
|---|---|---|---|
| 烧蚀/电击 | 工件表面局部发黑、烧穿 | 电流密度过大、接触不良、散热不良 | 降低电流密度、检查挂具导电、检查冷却系统 |
| 粉化/膜层疏松 | 氧化后膜层一擦就掉粉末 | 温度过高、硫酸浓度过高、封孔前膜层已溶解 | 降低槽温、检查硫酸浓度、控制氧化时间 |
| 膜层不均/发白 | 部分区域颜色浅或发白 | 挂件间距不够、电流分布不均、局部油污 | 增大工件间距、改进挂具设计、加强前处理 |
| 彩色色差 | 同批次产品颜色不一致 | 着色时间波动、槽液浓度变化、着色后水洗不均 | 稳定着色时间、均匀搅拌着色槽、稳定封孔前处理 |
| 彩虹斑/干涉色 | 膜层表面出现彩虹样斑纹 | 槽液温度波动大、氧化后干燥不均匀 | 严格控制槽温波动、均匀干燥条件 |
| 封孔起雾 | 封孔后表面出现白色雾状物 | 封孔温度过高、时间过长、干燥不充分 | 调整封孔参数、加强干燥 |
| 黑斑/腐蚀点 | 工件表面出现黑色斑点或腐蚀 | 槽液中含有Cl⁻/F⁻等杂质离子、水洗不充分 | 使用去离子水、检测杂质离子含量 |
| 划痕/碰伤 | 膜层表面有机械伤痕 | 操作不当、搬运磕碰、挂具设计不合理 | 规范操作流程、改善挂具结构、加保护垫 |
五、工艺要点总结
1. 前处理是基础
阳极氧化对基材表面状态极为敏感。前处理不彻底,油污、碱蚀不均匀会直接反映在最终氧化膜上。前处理的质量占最终品质影响力的40%以上。
2. 槽液维护是生命线
硫酸阳极氧化槽液是一个动态系统,铝离子持续积累、硫酸持续消耗、温度持续波动。建立稳定的槽液维护制度(定期分析、补加、换槽),是获得稳定品质的前提。
3. 温度控制是核心
几乎所有的氧化膜质量异常都与温度控制有关。温度偏高→膜层软化、粉化、透明度下降;温度过低→膜层应力增大、脆性增加。硬质氧化更是如此,通常需要全程低温。
4. 电流密度要”稳”
电流密度决定了氧化膜的生长速度和质量稳定性。升电流要缓(避免瞬时冲击导致局部烧蚀),降电流要快(防止膜层过厚)。建议使用整流器的”软启动”功能。
5. 封孔是耐腐蚀性的关键
氧化膜本身是多孔结构,不封孔的氧化膜耐腐蚀性很差。封孔质量直接决定了工件的耐盐雾性能。染色件尤其要注意封孔前的彻底水洗,防止染色液残留导致封孔不良。
附:常用标准参考
| 标准号 | 标准名称 |
|---|---|
| GB/T 8013.1 | 铝及铝合金阳极氧化膜与有机聚合物膜 |
| GB/T 8753.1 | 铝及铝合金阳极氧化 封孔质量的评定方法 |
| GB/T 4957 | 非磁性覆盖层 涡流法测定覆盖层厚度 |
| GB/T 10125 | 人造气氛腐蚀试验 盐雾试验 |
| ISO 7599 | Anodizing of aluminium and its alloys |
| AMS 2469 | Hard Anodizing of Aluminum Alloys |
AI 总结 (Qwen API)
生成时间: 2026-04-06 14:12:51
深度总结:
本文系统、专业地阐述了铝合金阳极氧化工艺的全生命周期技术体系,兼具理论深度与工程实践指导价值。全文以“结构—原理—流程—参数—问题—标准”为逻辑主线,构建了完整的工艺知识图谱:
本质认知层面:明确阳极氧化是原位电化学生长(非物理涂覆)的界面反应过程,强调其核心优势——氧化膜与基体冶金结合、不可剥落、高硬度(HV 400+)、优异耐蚀性(盐雾≥1000h),并从机理上解析了“阻挡层+多孔层”的双层膜结构动态形成机制。
工艺控制层面:将流程解构为7个关键工序,尤以前处理(占质量影响>40%)、阳极氧化(温度/电流/时间三维耦合控制)、封孔(决定最终耐蚀寿命)为三大控制枢纽;指出温度是敏感性最高参数(微小波动即引发粉化、彩虹斑、透明度下降等缺陷),而铝离子积累(>20 g/L)是槽液老化的关键判据。
技术演进维度:体现绿色制造趋势——传统含镍/氟封孔正被水性、无镍、硅烷封孔替代;硬质氧化向低温(–5~5°C)、高电压(60–100V)、厚膜(30–100μm)、高硬度(HV 400–500)方向发展;电解着色因金属沉积致密、耐候性卓越成为主流着色方式。
质量保障体系:建立“缺陷—原因—对策”闭环诊断模型(如烧蚀→电流密度失控/散热不良;封孔起雾→干燥不充分),并配套国标/国际标准(GB/T 8753.1、ISO 7599、AMS 2469)作为量化验收依据,凸显工艺的标准化与可复现性。
综上,该文不仅是一份工艺操作指南,更是融合材料科学、电化学、过程工程与质量管理的综合性技术手册,对研发、生产、品控及环保合规均具高度参考价值。
核心关键词标签(#标签):
#阳极氧化 #铝合金表面处理 #氧化膜结构 #工艺参数控制 #封孔技术