APQP 第五阶段:量产、反馈、评定与纠正
写在前面
终于写到APQP系列的最后一篇了。
很多人以为APQP是一个”从策划到PPAP”就结束的项目。
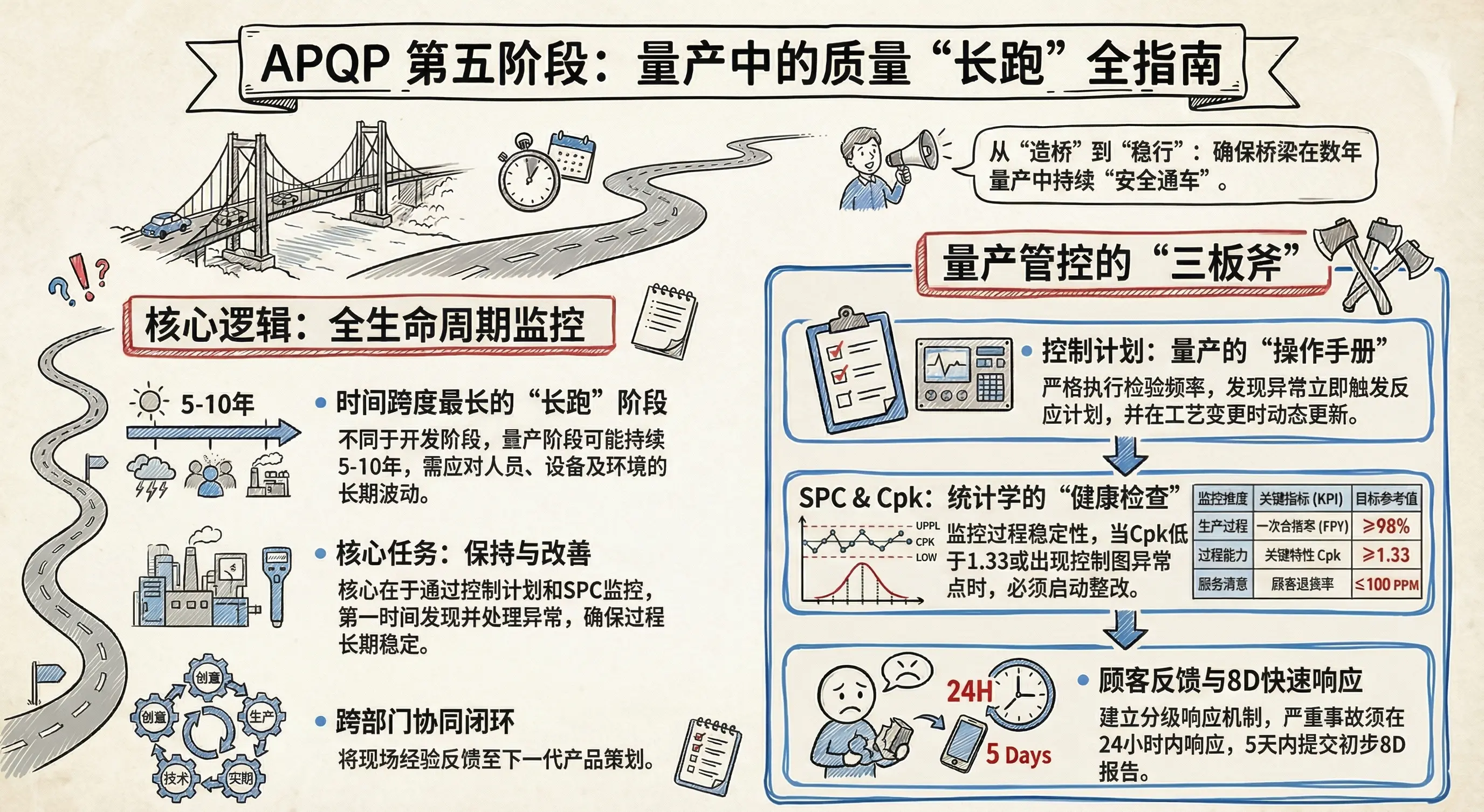
但实际上,第五阶段——量产、反馈、评定与纠正,才是APQP真正贯穿最长时间的阶段。
第一到第四阶段,可能只用了6个月到2年;
而第五阶段,从第一天量产开始,可能持续5年、10年,甚至更长。
这一阶段的核心问题只有一个:量产之后,如何持续保持和改善产品质量?
一、第五阶段的定位
1.1 第五阶段的核心逻辑
第五阶段,是APQP五个阶段中时间跨度最长、涉及部门最广的一个阶段。
如果说第一到第四阶段是在“造一座桥”,
第五阶段就是在桥上持续安全通车。
这个阶段要回答的问题包括:
- 桥(过程)能不能长期稳定地承载车辆(产品)?
- 出了问题怎么第一时间发现和处理?
- 怎么让桥越来越坚固,而不是越来越破旧?
1.2 第五阶段的两大核心任务
1 | 第五阶段 |
1.3 第五阶段的组织架构
第五阶段通常涉及以下部门的持续参与:
| 部门 | 在第五阶段中的角色 |
|---|---|
| 质量部 | 主导控制计划执行、SPC监控、顾客反馈处理 |
| 生产部 | 执行作业指导书,反馈现场异常 |
| 技术/工艺部 | 处理工程问题,更新工艺文件 |
| 采购/供应链 | 管理供应商质量,反馈来料问题 |
| 客服/销售 | 传递顾客反馈,协助问题定位 |
| 研发/设计 | 处理设计相关的现场问题 |
二、第五阶段的核心任务
任务一:控制计划的持续执行
控制计划不是PPAP批准之后就束之高阁的文件,它是量产阶段的”操作手册”。
控制计划执行的关键点
- 按照控制计划规定的频率进行检验和记录
- SPC数据每天更新和判定
- 发现异常立即触发反应计划
- 反应计划执行后必须记录和验证
量产阶段控制计划的特殊注意事项
| 情况 | 处理方式 |
|---|---|
| 操作工人换班 | 确保每个班次都理解并执行控制计划 |
| 设备换型/调整 | 调整后重新确认关键参数 |
| 来料批次更换 | 记录批次追溯信息 |
| 控制计划参数变更 | 必须经过工程变更流程(ECN) |
控制计划的更新触发条件
控制计划在以下情况下必须更新:
- 工艺参数发生变更
- 设备或工装更换
- 发现新的失效模式
- 顾客要求变更
- 供应商变更
- 发生重大质量异常
任务二:SPC的持续监控与改进
SPC(统计过程控制)是量产阶段质量管理的核心技术工具。
量产阶段SPC的重点
| 阶段 | SPC重点 |
|---|---|
| 量产初期 | 密切关注过程稳定性,确认初始Cpk能够维持 |
| 量产稳定期 | 定期抽查,确认过程持续稳定 |
| 量产后期 | 关注设备磨损和工装老化对过程的影响 |
控制图判稳准则(必须熟记)
在量产阶段,以下任一情况出现,过程即判定为”不稳定”:
- 有任何点超出控制限(UCL/LCL)
- 连续7点上升或连续7点下降
- 连续7点在中心线同一侧
- 连续14点交替上下(周期性模式)
- 连续3点中有2点在2 sigma区域外
- 连续5点中有4点在1 sigma区域外
失控时的处理流程
1 | SPC异常信号 |
任务三:顾客反馈与投诉处理
顾客的反馈,是量产阶段最重要的质量信息来源之一。
顾客反馈的类型
| 类型 | 定义 | 处理优先级 |
|---|---|---|
| 顾客投诉(Claim) | 正式的质量问题投诉 | 最高(24小时内必须响应) |
| 现场问题(Field Issue) | 客户端发现的产品问题 | 高 |
| 顾客关注(Concern) | 未正式投诉但有不满 | 中 |
| 顾客满意度调查 | 定期收集的满意度反馈 | 低 |
| 工程变更请求(ECR) | 顾客提出的变更要求 | 中 |
顾客投诉处理流程(8D方法)
处理顾客投诉,行业内最常用的是8D(Eight Disciplines)方法。
虽然叫”8D”,但核心逻辑很简单:
1 | D1:成立团队 |
顾客投诉处理的时效要求
| 投诉类型 | 响应时间 | 8D报告提交时间 |
|---|---|---|
| 严重质量事故 | 24小时内响应 | 5天内提交初步8D |
| 一般质量问题 | 48小时内响应 | 10天内提交8D |
| 轻微问题 | 72小时内响应 | 15天内提交8D |
任务四:供应商质量管理
量产阶段,供应商的来料质量直接影响最终产品质量。
供应商质量管理的三个层次
| 层次 | 内容 | 执行频率 |
|---|---|---|
| 来料检验(IQC) | 按照AQL或特殊检验计划进行检验 | 每批 |
| 过程监控 | 要求供应商提供SPC数据、过程检验记录 | 定期 |
| 供应商审核 | 现场质量体系审核 | 每年或发生问题时 |
供应商问题反馈流程
1 | 来料异常发现 |
供应商改善的常见要求
当供应商发生质量问题时,通常会要求:
- 立即隔离不合格批次
- 5天内提交书面分析报告(8D或同等文件)
- 明确纠正措施和完成时间
- 改善后首批来料100%检验
- 视情况决定是否进行供应商现场审核
任务五:过程能力持续监控
初始Cpk达标后,量产阶段仍需持续监控过程能力。
过程能力监控的频率
| 产品类型 | 监控频率 |
|---|---|
| 安全关键产品 | 每月至少一次过程能力分析 |
| 一般工业产品 | 每季度至少一次 |
| 成熟稳定产品 | 每半年至少一次 |
过程能力下降的处理
如果量产阶段Cpk出现下降趋势:
- Cpk接近1.0(接近下限):立即启动改善
- Cpk低于1.0:停产整改,分析原因
- 连续2个检验周期Cpk下降:必须制定改善计划
过程能力下降的常见原因
| 原因类别 | 具体表现 |
|---|---|
| 设备老化 | 设备精度下降,磨损加剧 |
| 工装磨损 | 模具、夹具磨损导致参数漂移 |
| 来料波动 | 原材料质量波动增大 |
| 人员变动 | 新员工操作不熟练 |
| 环境变化 | 温湿度等环境条件变化 |
| 工艺偏移 | 长期运行导致工艺参数漂移 |
任务六:工程变更管理(ECN)
量产阶段的变更必须严格管理,因为变更本身可能带来新的风险。
什么情况下需要发起ECN
| 变更类型 | 示例 | 风险等级 |
|---|---|---|
| 工艺参数变更 | 调整喷涂压力、烘烤温度 | 高 |
| 原材料变更 | 更换供应商、更换材料牌号 | 高 |
| 设备/工装变更 | 更换模具、调整设备型号 | 中 |
| 设计变更 | 顾客或内部发起的图纸变更 | 高 |
| 供应商变更 | 关键零部件供应商更换 | 高 |
| 环境/地点变更 | 生产线迁移 | 高 |
ECN的标准流程
1 | ECN发起申请 |
任务七:持续改善(CI)
持续改善是第五阶段非常重要但经常被忽视的一部分。
持续改善的来源
量产阶段的改善机会,通常来自以下渠道:
| 来源 | 说明 |
|---|---|
| SPC异常分析 | 控制图暴露出的系统性问题 |
| 顾客投诉 | 从投诉中分析根本原因,改善设计或过程 |
| 内部质量数据 | 合格率、返工率、报废率的数据分析 |
| 供应商问题 | 供应商改善推动整体供应链质量提升 |
| 现场改善提案 | 一线员工提出的改善建议 |
| 定期质量审查 | 定期组织的内部质量审核发现 |
| 新技术/新材料 | 引入更先进的材料或工艺 |
持续改善的基本方法
很多企业听说过”精益生产”和”六西格玛”,但量产阶段的日常改善,不需要那么复杂的体系。
几个简单有效的工具:
1. 改善提案制度
- 鼓励一线员工提出改善建议
- 简单有效的想法,立即实施
- 有价值的提案给予奖励
2. 质量改善项目
- 针对反复发生的质量问题
- 成立专项小组(QC小组或跨功能团队)
- 制定目标和计划,闭环管理
3. 定期复盘
- 每月/每季度进行质量复盘会议
- 回顾质量KPI达成情况
- 识别改善机会,分配责任人
三、量产阶段的关键质量指标(KPI)
量产阶段需要监控哪些质量指标?
3.1 过程质量指标
| 指标 | 定义 | 目标参考值 |
|---|---|---|
| 合格率(FPY) | 首件通过率 | ≥98% |
| 返工率 | 需要返工的产品比例 | ≤1% |
| 报废率 | 无法返工而报废的比例 | ≤0.5% |
| 过程能力指数(Cpk) | 过程能力 | ≥1.33(关键特性) |
| SPC异常次数 | 控制图出现异常信号的次数 | 持续下降趋势 |
3.2 顾客质量指标
| 指标 | 定义 | 目标参考值 |
|---|---|---|
| 顾客投诉数 | PPM内投诉次数 | 持续下降 |
| 顾客退货率 | 因质量问题退货的比例 | ≤100 PPM |
| 准时交付率 | 按期交付的比例 | ≥99.5% |
| 8D及时提交率 | 8D报告按时提交的比例 | ≥95% |
3.3 供应商质量指标
| 指标 | 定义 | 目标参考值 |
|---|---|---|
| 来料合格率 | IQC通过的来料比例 | ≥99.5% |
| 供应商不良率 | 来料不良的比例 | ≤200 PPM |
| 供应商8D及时率 | 供应商8D按时提交的比例 | ≥90% |
四、量产阶段的质量审核
量产阶段,需要定期进行质量审核,确保质量体系持续有效运行。
4.1 三种审核类型
| 审核类型 | 目的 | 执行方 | 频率 |
|---|---|---|---|
| 内审(Internal Audit) | 验证体系文件执行情况 | 内部审核组 | 每年至少一次 |
| 二方审核(Second Party) | 顾客对供应商的审核 | 顾客或顾客委托机构 | 按顾客要求 |
| 三方审核(Third Party) | 认证机构对体系的审核 | 认证机构(如IATF16949) | 按认证周期 |
4.2 内审的关注重点
量产阶段的内审,和APQP阶段有所不同,重点关注:
- 控制计划是否被执行?
- SPC数据是否真实记录?
- 异常发生时的反应计划是否执行到位?
- PFMEA和控制计划是否及时更新?
- 作业指导书是否与实际操作一致?
- 员工培训记录是否完整?
五、量产阶段与APQP前四阶段的闭环
第五阶段并不是一个孤立的阶段,它需要和前四个阶段形成闭环。
5.1 闭环的核心逻辑
1 | 第五阶段发现的问题 |
5.2 经验教训的沉淀
量产阶段积累的经验,是企业最重要的知识资产之一。
建议在每个产品项目生命周期内或每两年,进行一次经验教训总结:
- 这个产品在APQP各阶段遇到了哪些问题?
- 哪些问题在前期策划阶段就应该发现?
- 哪些流程/工具在开发阶段帮助最大?
- 量产阶段最常发生的质量问题是什么?
- 下一个新项目应该如何改进APQP流程?
六、常见问题与解答
Q1:量产阶段人员变动很大,新员工培训怎么做才能不影响质量?
A:新员工上岗前,必须完成以下步骤:
- 完成作业指导书培训(理论)
- 在老员工带教下完成实操培训
- 通过上岗考核
- 独立操作后,前3天内质量工程师每天跟踪确认
同时,控制计划对新人来说是最直接的操作指引,必须确保新人能够理解和执行控制计划中的要求。
Q2:顾客投诉和产品不良,哪个优先处理?
A:优先处理顾客投诉。因为顾客已经感知到了问题,投诉代表着已经造成的后果。但处理投诉的同时,现场的生产不能停——需要同步隔离可疑批次,防止更多问题产品流出去。
Q3:供应商改善不配合怎么办?
A:分步骤处理:
- 第一步:正式发函,提出明确的改善要求和时限
- 第二步:如果供应商无响应或改善不力,上报采购和质量管理层
- 第三步:考虑减少供货份额,或暂停供应商资格
- 第四步:长期不改善的供应商,启动寻找替代供应商流程
Q4:量产阶段发现PFMEA有遗漏,怎么处理?
A:立即补充。具体步骤:
- 记录新发现的失效模式
- 评估其严重度和RPN
- 制定预防/探测措施
- 更新PFMEA文件(注明版本变更原因)
- 更新控制计划(如果有新的关键控制点)
- 通知所有相关人员
Q5:量产阶段需要多久更新一次PFMEA?
A:没有固定的周期,但以下情况必须立即更新:
- 发生新的失效模式(无论是否已造成不良)
- 供应商或材料发生变更
- 工艺参数发生变更
- 顾客要求更新
- 定期复审(建议至少每年一次)
七、第五阶段核心交付物检查清单
| 序号 | 交付物 | 周期/触发条件 |
|---|---|---|
| 1 | 控制计划执行记录 | 持续执行 |
| 2 | SPC控制图记录 | 持续记录,定期评审 |
| 3 | 过程能力分析报告(Cpk) | 每季度/关键特性每月 |
| 4 | 顾客投诉处理记录(8D) | 发生投诉时 |
| 5 | 供应商异常处理记录 | 发生时 |
| 6 | PFMEA更新记录 | 变更时/每年定期复审 |
| 7 | 控制计划更新记录 | 变更时 |
| 8 | 作业指导书更新记录 | 变更时 |
| 9 | 内审报告 | 每年至少一次 |
| 10 | 质量KPI月报/季报 | 每月/每季度 |
| 11 | 改善项目进度报告 | 持续跟进 |
| 12 | 工程变更记录(ECN) | 变更发生时 |
八、APQP五阶段全景总结
写到这里,APQP的五个阶段全部完成。最后用一张总图来串联它们:
五阶段的核心价值回顾
| 阶段 | 名称 | 核心问题 | 核心输出 |
|---|---|---|---|
| 第一阶段 | 产品策划 | 要做什么产品? | 市场/顾客需求定义 |
| 第二阶段 | 产品设计开发 | 产品应该是什么样? | 产品设计和DFMEA |
| 第三阶段 | 过程设计开发 | 用什么过程做出来? | PFMEA和控制计划 |
| 第四阶段 | 产品与过程验证 | 这样做出来的产品行不行? | PPAP批准 |
| 第五阶段 | 量产与持续改善 | 如何一直做出好产品? | 稳定量产+持续改善 |
五个阶段的核心理念
APQP不是一条直线,而是一个闭环。
第一到第四阶段是”策划到验证”,第五阶段是”从验证到持续改进”,
而持续改进的结果,又会成为下一个产品开发项目的起点。
结语
APQP五阶段,写了四篇文章,终于到了尾声。
回顾这五篇文章,我想强调几个核心观点:
第一,APQP不是填表格。
工具和模板只是载体,真正重要的是背后的思维方式——“提前策划、系统思考、持续改进”。
第二,APQP五个阶段,每一个都不能跳过。
现实中很多企业觉得”策划浪费时间,不如直接做”,结果在量产阶段付出十倍甚至百倍的代价去弥补。
第三,第五阶段才是真正的考验。
能做好前四个阶段的企业很多,能在第五阶段持续保持质量、稳定供货、不断改善的企业,才是真正有竞争力的供应商。
第四,APQP的核心是团队协作。
质量工程师一个人做不了APQP,它需要设计、工艺、生产、采购、客服所有人的参与和协同。
希望这个系列的文章,对正在做或即将开始APQP的朋友,有一点帮助。
AI 总结 (Qwen API)
生成时间: 2026-04-05 22:32:37
深度总结:
本文系统阐述了APQP(先期产品质量策划)第五阶段——“量产、反馈、评定与纠正” 的本质内涵与实践框架。区别于传统认知中将APQP止步于PPAP批准的误区,文章旗帜鲜明地指出:第五阶段并非收尾,而是APQP生命周期中最长、最复杂、最具战略价值的持续运行阶段,贯穿产品整个市场生命周期(可达5–10年甚至更久)。其核心使命已从“确保首批合格”升维为“保障长期稳定+驱动动态进化”。
该阶段以“持续控制”与“持续改善”为双轮驱动,构建起覆盖全价值链的质量韧性体系:
- 持续控制聚焦过程稳定性维护:通过控制计划刚性执行、SPC实时监控、顾客投诉快速响应(8D)、供应商协同管理、过程能力(Cpk)动态追踪及工程变更(ECN)受控落地,形成“监测—预警—隔离—分析—纠偏—验证—固化”的闭环反应机制;
- 持续改善强调系统性进化能力:将SPC异常、顾客反馈、内审发现、现场提案等转化为改善输入,依托QC小组、精益工具与制度化复盘,推动PFMEA/控制计划/作业文件持续更新,并反哺至前四阶段(如设计优化、验证补强),实现APQP从线性流程到自我迭代的有机闭环。
文中尤为突出的是其强实操导向:不仅明确各任务(如SPC判稳7条准则、8D七步法、ECN触发清单、Cpk下降响应阈值)的具体标准与动作路径,更通过跨部门职责矩阵、KPI监控表、审核要点清单和常见问题应答(Q&A),将理论深度嵌入制造现场的真实语境,凸显APQP作为企业质量治理操作系统的本质定位。
最终,文章升华出APQP的哲学内核:它不是合规性文档工程,而是以客户为中心、以数据为依据、以协作为基础、以闭环为逻辑的组织级质量思维范式;而第五阶段,正是这一范式在时间维度上的终极检验场——唯有在此阶段持续兑现“稳定交付”与“越做越好”,企业才真正具备可持续的竞争壁垒。
核心关键词标签(#标签):
#APQP第五阶段
#持续改进(CI)
#统计过程控制(SPC)
#顾客投诉管理(8D)
#过程能力监控(Cpk)